Трубопроводы – это магистрали, состоящие из большого количества труб, соединенные между собой сваркой. Последняя может быть проведена некачественно, что повлечет за собой непоправимые последствия – разрыв сварного шва. Поэтому до передачи трубной магистрали в эксплуатацию проводят неразрушающий контроль трубопроводов.
Насколько важно проводить контроль качества
Трубные магистральные конструкции подвергаются серьезным нагрузкам, как изнутри, так и снаружи. Поэтому контролю качества сварных швов уделяется особое внимание.
Процесс сварки связан с высокой температурой, которая расплавляет металл труб. Именно в это время изменяется их структура. Если не соблюдать технику сварочного процесса, то после охлаждения внутри шва образуются дефекты. Сварной металл становится неоднородным.
Разновидности дефектов:
- Внешние. Хорошо видны на поверхности шва. К этой категории также относятся те изъяны, которые располагаются внутри металла на глубине не более 2 мм.
- Внутренние, они же глубинные. Располагаются глубже, чем на 2 мм.
Дефекты стыков трубопроводов имеют разную форму и расположение. Среди них есть изъяны со стандартными названиями и специфическими:
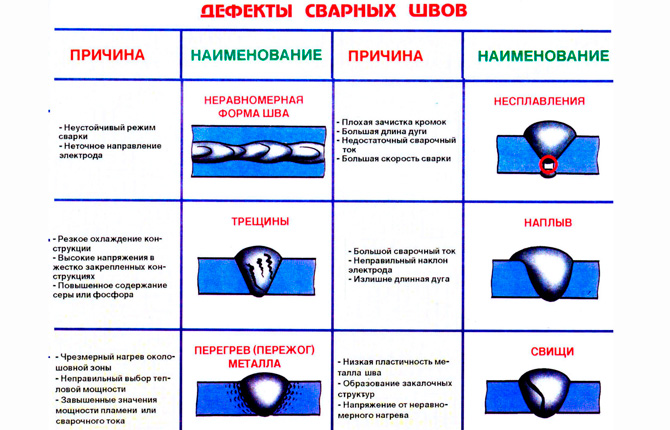
- Трещины. Дефект, который имеет длину в несколько раз больше, чем ширину. Это самый опасный момент в сварном шве, который часто и приводит к его разрыву. Трещины входят в две категории. Они могут располагаться как внутри шва, так и снаружи. Нередко встречаются сквозные трещины. Они самые опасные.
- Поры, они же раковины. Шарообразного вида дефекты (форма может быть и другой, но всегда полой), образующиеся за счет газов, которые выделяются в процессе сварки металла. Относятся к внутренней группе.
- Кратеры. Это практически поры, которые образовались на поверхности сварного шва трубопровода (небольшие углубления). Причина их появления – обрыв сварочной дуги. Опасность кратеров в том, что в их месте появления уменьшается толщина сварного шва. А это влияет на прочность стыка.
- Подрезы. Образуются на границе торцов труб и сварного шва. За счет этого уменьшается площадь соприкосновения двух металлов. На таких участках увеличивается внутреннее напряжение, особенно, когда увеличивается нагрузка на трубопровод.
- Наплывы. Это слой металла, который накладывается на поверхность шва. Получается так, что верхний и нижний слои практически ничем не связаны. Сечение соединения не такое, как требуется по ГОСТу.
- Непровары. Внутренняя разновидность дефектов. Характеризуется тем, что внутри соединения трубопровода находится металл, не обладающий требуемыми характеристиками. Он был создан под действием более низкой температуры, чем этого требует ГОСТ. Поэтому из-за нагрузок на таком участке быстро растет напряжения металла, что приводит к деформации с последующим разрывом.
- Металл сварного шва пористый. Это все те же поры или раковины, только малых размеров и расположенных равномерно по всему объему сварного соединения (в целом или по участкам).
- Посторонние частицы внутри шовного металла. Причина – плохая работа сварщика. Перед началом сварочных работ все соединяемые поверхности тщательно очищают. Обычно для этого используют щетки по металлу и обезжириватели. Если подготовку не провести, то в сварной шов попадает мусор, снижающий его прочность.
- Прожог. Это когда нарушена технология сварки и электродная дуга проходит сквозь металл соединения. По этой же причине с другой стороны образуются наплывы.
Чтобы все эти неприятности не повлияли на работу трубопровода, проводят контроль. Сегодня применяют разные методы, но все они входят в категорию неразрушающих. Разрушающие методики тоже есть, но они используются для проведения лабораторных исследований. Неразрушающие во всех остальных случаях.
Они удобны тем, что:
- нет необходимости вырезать исследуемый объект и везти его в лабораторию;
- все процессы проводятся на месте сварочных работ;
- для проведения контроля требуется компактное оборудование, небольшого веса.
Существуют строгие требования проведения неразрушающего контроля трубопровода. Диагностику выполняет обученный специалист. При этом строго выдерживаются правила и нормативы проведения контроля.
Какими методами пользуются во время проведения неразрушающего контроля
Существует несколько видов неразрушающего контроля трубопроводов, в которых применяют различные материалы, приборы и технологии.
Основные:
- Визуально-измерительный контроль.
- Радиографическая дефектоскопия.
- С помощью ультразвука.
- Магнитная дефектоскопия.
- Капиллярный метод.
Визуально-измерительный
В основе этого вида контроля трубопроводов – осмотр соединений труб, как визуальный, так и с помощью измерительных приборов. Поэтому эта методика определяет только внешние дефекты.
Данный неразрушающий способ является неточным, хотя простым в исполнении. Этот тип контроля обязательный. Его проводят перед тем, как перейти к другому неразрушающему способу. Ведь обнаружив изъян на поверхности, можно не переходить к другой стадии, которая является более дорогой в исполнении. Такой стык сразу можно забраковать.
Что касается простоты проведения, то обычно для этого используют простой измерительный прибор, к примеру, штангенциркуль или линейку. Перед замерами участок с изъяном очищают спиртом, кислотой или другим растворителем.
Если, к примеру, трещина имеет малые размеры, в помощь берут лупу. Обязательное условие проведения данного вида неразрушающего контроля – определить форму дефекта и его размеры.

Радиографическая дефектоскопия
Один из самых точных способов неразрушающего контроля трубопровода, который позволяет выявить даже незначительные изъяны сварного шва. При этом определяется и точное их место расположения.
В основе методики лежит обычный рентген. Используют небольших размеров установку, которая просвечивает металл соединения элементов трубопровода и отображает их на рентгеновской пленке.
Ультразвуковой неразрушающий контроль
Технология основана на акустических изменениях внутри металла. Если он однородный, то звук пройдет без изменения своих характеристик и направления. Когда же на пути встречается дефект, то изменения появятся, и они отразятся на приемнике. Основной параметр изменения – скорость движения звука.
Суть неразрушающей методики:
- ультразвук, обладающий сверхвысокой частотой колебания, выпускается из усилителя;
- он проходит через сварной шов;
- если он столкнулся, к примеру, с трещиной или раковиной, то отразиться от их внутренней поверхности (полости), изменит направление и вернется в приемник.
Чем больше угол преломления, тем больше в размерах трещина или другой дефект.

Магнитный неразрушающий контроль
Существует такой термин, как магнитная проницаемость. Это когда магнитные волны проходят через металл за определенный промежуток времени. Если этот показатель уменьшается, то внутри материала на пути волнам встретилось препятствие, которое они стали огибать. Поэтому их скорость упала, а время прохождения увеличилось.
Для проведения этого неразрушающего контроля сварных соединений трубопроводов используют специальное оборудование. С его помощью сквозь металл пропускают электромагнитные волны. На поверхность предварительно насыпают порошок или льют суспензию с железом внутри. Минерал собирается вокруг дефектного участка.
Есть другой вариант с названием магнитография. Здесь вместо порошка или суспензии используют магнитную пленку. На ней все недостатки металла и отображаются. После проведения контрольных процедур пленку помещают в дефектоскоп, откуда информацию и считывают. Она может быть звуковой или в виде изображения.
Капиллярный неразрушающий контроль
Эта технология дает возможность определить дефекты сварного шва в системе трубопроводов с помощью специальных жидкостей, которые называются пенетранты. Основное их свойство – проникать в материалы, если в них есть даже капиллярные изменения.
К таким жидкостям относятся:
- керосин;
- скипидар;
- бензол;
- трансформаторное масло и прочее.
Если пенетрант прошел сквозь металл соединения труб, то значит, в нем есть изъян. Если не прошел, то все в порядке.
Процесс проведения неразрушающего контроля:
- на сварное соединение трубопровода наносится мел или каолин в жидком виде;
- после высыхания нанесенного слоя сухую часть убирают;
- поверх оставшегося слоя наносится керосин;
- через полчаса надо проверить обратную сторону стыка;
- если подтеки керосина там обнаружены, значит шов дефектный, если нет – соединение надежное.
Сегодня в пенетранты добавляют вещества, которые помогают четче выявить недостатки металлов. В основном два:
- пигмент красного цвета;
- люминесцирующее вещество.
Первый используют, когда контроль проводят днем с естественным освещением участка. Второй ночью, для чего используют лампы с ультрафиолетом.

Неразрушающий контроль трубопровода, который не подвергается серьезным нагрузкам, можно проводить более простыми способами: гидравлическим или пневматическим. Для этого внутрь магистрали загоняют под давлением воду или воздух соответственно.
В первом случае неразрушающий контроль проводится с помощью определения подтеков с противоположной стороны соединения, то есть с внешней стороны труб. Во втором дополнительно используют пену, которую наносят на сварной шов. Если она начинает пузыриться – дефект присутствует.
Неразрушающие методы контроля трубопроводов упростили проверку целостности и качества трубных соединений. Применения дефектоскопии, особенно это касается рентгена и ультразвука, практически приблизило вероятность обнаружения недочетов сварки к 100%. При этом такой контроль позволяет узнать, где располагается дефект, сколько их, каких размеров и формы.
А как считаете вы, нужно ли применять более сложные методики неразрушающего контроля трубопроводов или можно обойтись подачей воды/воздуха в систему? Напишите в комментариях. Поделитесь статьей в соцсетях и сохраните в закладках.
Дополнительно о том, как проводится контроль сварных швов, вы узнаете в видео.
Источники:
- https://iseptick.ru/truby-i-fitingi/nerazrushayushhij-kontrol-truboprovodov-i-svarnyx-soedinenij-metody-kontrolya.html
- https://elsvarkin.ru/texnologiya/kontrol/soedinenij-truboprovoda
- https://spark-welding.ru/montazh-i-remont/metody-nerazrushayushchego-kontrolya-truboprovodov.html